Expert Support
Available 24/7 via chat
Available 24/7 via chat

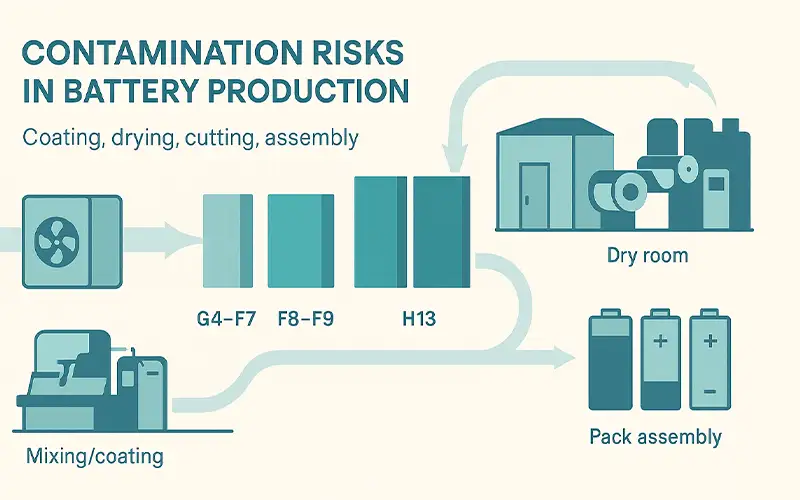
Maintaining air cleanliness across coating, drying, cutting, and assembly is essential to stable yields in lithium battery plants. Particles originate from raw material handling, slurry mixing dust, web abrasion on rollers, trimming and slitting, operator movement, and leakage from HVAC ductwork.
Each source contributes different size distributions: larger fibers and flakes from mechanical wear, and sub-micron aerosols from solvent drying or powder handling.
Cleanroom zoning and pressure cascades reduce cross-contamination, but without a robust filtration strategy and disciplined housekeeping, particle spikes still reach critical tools.
Electrode coating relies on uniform wet film and smooth calendered surfaces. Airborne particles that land before drying create raised defects and microvoids that persist after calendering.
These irregularities concentrate current density, elevate interfacial resistance, and increase the risk of lithium plating over cycling. In assembly, metallic fines or stray fibers can nick separators or form conductive bridges, creating latent micro-shorts that degrade capacity retention and, in severe cases, escalate to safety events.
For definitions of cleanroom particle limits that underpin these risks, see the international framework in the cleanroom standard ISO 14644-1 (see the overview at the official ISO page: ISO 14644-1 cleanroom classification).
Contamination typically shows up as clusters of defects rather than random single points. Common patterns include:
coating streaks aligned with web travel after a particle embeds on a roller
pinholes and agglomerates detected during optical inspection of dried electrodes
increased end-of-line rejects following maintenance if airflows are not fully purged
higher early-life failure rates traced to separator damage from cutting debris
When particle counts above 0.3 μm drift beyond control bands, first-pass yield can drop several percentage points, triggering rework or scrapping of full rolls and assembled cells.
Time lost to cleaning, requalification, and tool downtime amplifies the cost.
For background on why contamination control is treated as a primary lever for battery manufacturing reliability and safety, consult the U.S. Department of Energy’s official portal on advanced batteries (DOE battery manufacturing resources).
Map sources by process step, then pair airflow design with staged filtration (prefilter, fine, and terminal HEPA/ULPA) at the right locations. Validate with particle trending around coaters, dryers, slitters, and stackers, and correlate excursions with defect logs.
Maintain pressure differentials through door cycles and tool changeovers, and schedule filter changes using differential-pressure data rather than fixed dates to avoid loading spikes that compromise laminar profiles.
This combination reduces particle deposition on wet films and minimizes separator damage, stabilizing both yield and field reliability.
Prefiltration removes the bulk of coarse dust and fibers before air reaches sensitive tools and clean corridors.
Using synthetic prefilters with high dust-holding capacity stabilizes upstream ducts, reduces fouling on coils, and extends the service life of downstream stages.
Specify efficiencies using recognized schemes so performance maps to real PM fractions relevant to slurry mixing and coating. For background on classification, see ISO 16890 air filter classification.
Fine filters intercept a large share of sub-micron particles before air enters controlled zones.
Placing F8–F9 banks immediately upstream of terminal filters smooths loading on HEPA/ULPA media, moderates pressure rise over time, and helps prevent particle excursions that imprint on wet films or carry into winding and stacking.
In practice, choosing low-ΔP media with stable efficiency over the service interval is key to maintaining target air changes without spiking fan energy.
Terminal modules at ceilings or localized plenums provide the final barrier for assembly and packaging.
Correct gasket compression, uniform face velocity, and periodic in-situ leak tests are essential to avoid bypass paths that seed defects on electrodes or separators.
Align terminal performance with cleanroom class limits and verify after maintenance or layout changes. Cleanroom particle thresholds are defined in ISO 14644-1 cleanroom classification.
Continuous differential-pressure monitoring across each stage is the most reliable early-warning signal for filter loading and system drift.
Define alarm bands tied to airflow setpoints so teams can schedule change-outs before pressure limits compromise laminar profiles or make-up air balance.
Use trend data to move from fixed-date replacements to condition-based maintenance; this keeps contamination risk low, stabilizes energy use, and preserves terminal filter life while sustaining yield in lithium battery production.
Lithium-ion chemistries are intolerant of water vapor during electrode processing and cell assembly.
Moisture reacts with electrolyte salts such as LiPF6, producing HF and other by-products that corrode current collectors, degrade SEI formation, and raise impedance.
Hydrophilic binders and porous coatings can also absorb water, leading to adhesion problems, gas generation, and capacity fade.
The result is lower first-pass yield and unstable field performance if humidity is not tightly controlled from coating through stacking and sealing.
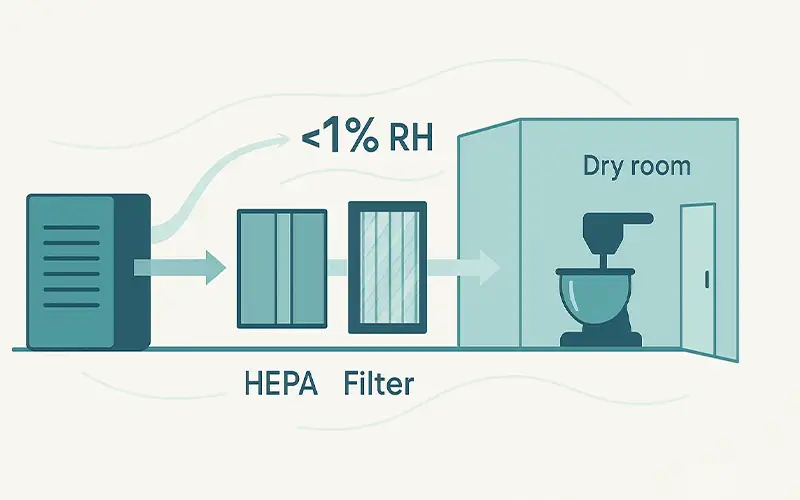
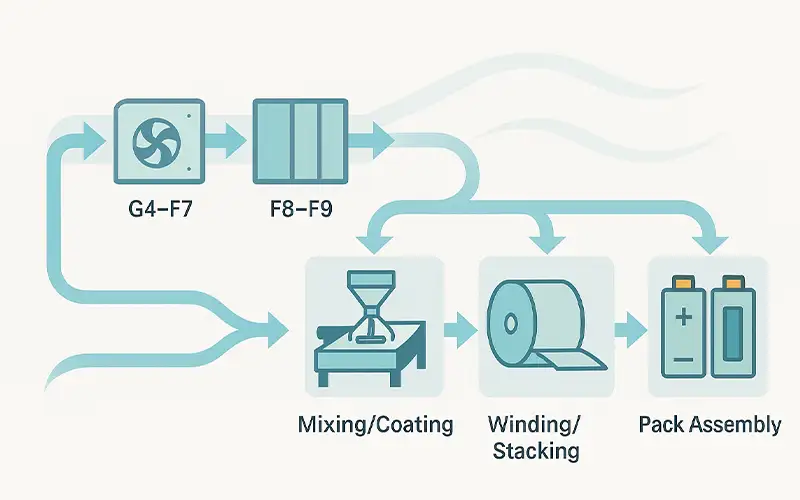
Dry rooms rely on a closed-loop approach where dehumidification and air cleanliness work together. A typical sequence is prefiltration at the make-up air unit to remove coarse dust, fine filtration to reduce sub-micron loads, desiccant dehumidification to strip moisture, and terminal HEPA modules at the ceiling or tool plenums to remove residual particulates at the point of use.
Recirculating AHUs maintain high air change rates with minimal moisture ingress, while positive pressure cascades push drier, cleaner air from core process bays to surrounding buffer corridors and gowning rooms.
Airlocks with interlocked doors, low-leak envelopes, and sealed service penetrations prevent spikes during material transfers.
To sustain ultra-low humidity targets—often below 1% RH or dew points in the −40 °C to −60 °C range—filters must protect both the desiccant wheel and the terminal clean zone.
Upstream G4–F7 prefilters capture fibers and coarse dust that would foul the dehumidifier, F8–F9 fine filters trim sub-micron loads before the wheel and coils, and H13–U15 terminal filters at the ceiling ensure particle-limited air reaches coating, winding, and assembly.
Low-ΔP media helps preserve airflow and reduces fan energy so setpoints can be held without stressing the dehumidification plant.
Pair filtration with tight infiltration control, heat-traced or insulated ducts to avoid condensation, and material pre-bake procedures to minimize moisture carry-in.
Continuous dew point and RH monitoring at supply and return tracks the moisture mass balance, while differential-pressure sensors across each filter stage indicate loading and leakage risk.
Trend alarms tied to airflow setpoints allow condition-based filter changes before pressure rises compromise laminar profiles or dry-room RH.
Routine in-situ leak checks of terminal HEPA units, verification of pressure cascades after maintenance, and rapid purge cycles following door events or tool changeovers keep particle and moisture excursions within control bands, safeguarding yield and long-term cell reliability.
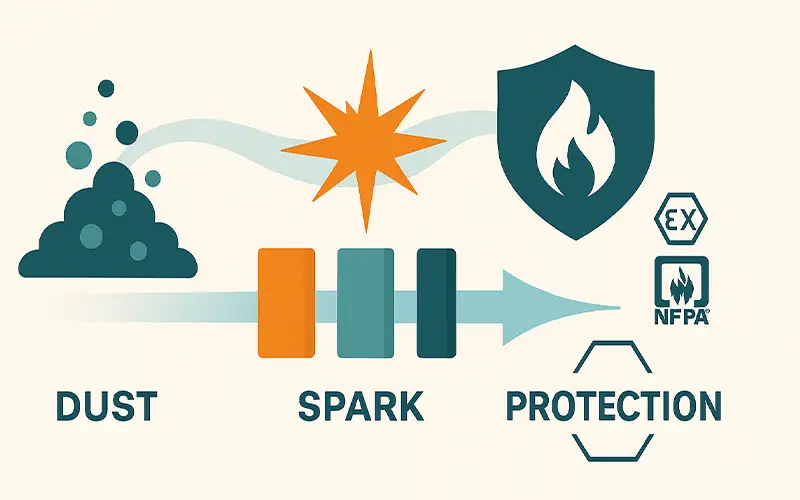
Electrode manufacturing generates fine particulate from mixing, drying, slitting, and edge-trimming.
Aluminum, copper, and graphite dusts have low minimum ignition energy and large specific surface area, making them susceptible to ignition from friction, static discharge, or hot surfaces.
In dry rooms, very low humidity further increases electrostatic charging, so even small accumulations in ducts, plenums, or filter housings can become a deflagration risk.
A robust program starts with capture at source, high transport velocities in ductwork to prevent settling, and containment that keeps fugitive dust out of general areas.
Filter stages must both arrest particles and control ignition likelihood. Flame-retardant media help resist flame spread and reduce smoke contribution during an incident, providing time for isolation and suppression systems to work.
Anti-static (electrically dissipative) media with controlled surface resistivity allows charge bleed-off, minimizing electrostatic discharge inside housings and on filter surfaces. In practice:
use conductive or dissipative prefilters in extraction lines for metal and graphite dust
specify fine filters with low ΔP rise to limit frictional heating and maintain airflow
position terminal HEPA/ULPA units away from mechanical shear points and verify gasket compression to avoid bypass jets that can concentrate dust
A compliant design begins with a dust hazard analysis that quantifies Kst/Pmax, minimum explosible concentration, and ignition sources for each process zone.
For North America, apply NFPA frameworks such as NFPA 652 for DHA methodology, NFPA 484 for combustible metal dust, and NFPA 68/69 for explosion venting and isolation.
In the EU, classify areas per ATEX and select equipment with the correct category; explosion-proof isolation valves, vents, and flameless vents should be sized for the worst-case credible event.
Tie filtration into the protection layers: locate vents to a safe area, add back-pressure isolation on interconnecting ducts, integrate spark detection and extinguishing upstream of collectors, and interlock fans to differential-pressure and temperature limits.
Engineering controls only work with disciplined operations. Maintain pressure cascades from cleaner to dirtier zones, trend differential pressure across each stage to catch media damage or dust buildup, and set alarm bands that trigger change-outs before airflow drops below design capture velocities.
Implement conductive bonding and grounding of housings and ductwork, verify static dissipation in low-RH conditions, and use hot-work permits and lockout/tagout near dust handling equipment.
Routine housekeeping with methods that do not re-aerosolize dust, plus periodic in-situ leak testing of terminal filters, keeps risk within the design envelope while protecting yield and worker safety.
In lithium battery cleanrooms, fans run around the clock to maintain air changes, pressure cascades, and temperature/humidity control. Every Pascal of additional resistance across the filter bank translates into higher fan power and operating cost.
Low-ΔP (low pressure drop) filters are engineered with advanced synthetic or nano-fiber media that achieve the required efficiency at lower resistance. This allows the system to deliver the same airflow with less fan work, or to maintain higher air-change rates without oversizing motors and drives.
Over the life of a battery plant, optimizing for low-ΔP filters can cut a significant portion of HVAC energy, which is one of the largest line items in cleanroom operating expenses.
While low-ΔP filters may have a higher unit price than conventional media, their lifecycle performance often delivers a better return on investment.
Slower pressure build-up extends the service life of downstream stages, particularly HEPA and ULPA filters, which are expensive and disruptive to replace. Stable airflow also reduces the need for frequent balancing and unplanned downtime to address process drift.
When total cost of ownership is calculated—filter purchase, fan energy, maintenance labor, and yield impact—plants typically find that the incremental cost of premium low-ΔP media is outweighed by reduced kWh consumption, fewer shutdowns, and more consistent production throughput.
Consider a single cleanroom zone where the supply fan is rated at 7.5 kW and runs 8,000 hours per year. If switching from a conventional filter bank to a low-ΔP configuration reduces average system resistance enough to cut fan power by just 10%, the fan load drops to 6.75 kW.
Annual energy use falls from 60,000 kWh to 54,000 kWh, saving 6,000 kWh per year. At an electricity cost of 0.10 USD per kWh, that is 600 USD saved annually in this one zone alone. Large battery plants operate multiple zones and often face higher energy prices, so the savings scale quickly.
Over a typical filter life cycle of two to three years, the energy savings plus extended HEPA life and reduced maintenance can easily exceed the premium paid for low-ΔP filters, turning energy efficiency into a tangible financial advantage rather than a theoretical benefit.




Leave a comment