
Measuring the impact — from defects to yield loss
Tiny particles translate directly into measurable yield loss. As line widths shrink, a single submicron particle can seed a “killer defect” that propagates through later layers and only surfaces at electrical test. Metrology programs quantify this link by tracking defect density (defects/cm²) versus die area to predict die-out and lot yield. For background on nanoscale contamination metrology, see NIST’s work on contamination control and particle standards used to calibrate counters and inspection tools: NIST sub-micrometer particle standards.
Typical yield loss attributed to particulate contamination
While the exact percentage varies by node and toolset, particulate excursions are a recurring component of non-systematic yield loss. Fabs monitor “defect paretos” to apportion losses among particles, process residue, and patterning errors.
Particle-driven losses often spike after filter bypass, maintenance intrusions, or process drifts—hence the emphasis on continuous monitoring and rapid root-cause analysis.
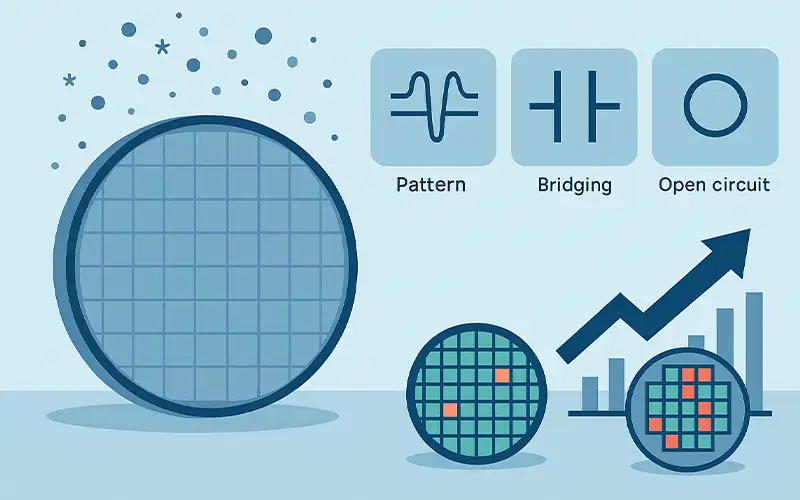
Examples: pattern deformation, bridging, open circuits
Particles comparable to local critical dimensions distort photoresist profiles (pattern deformation), create conductive paths across adjacent lines (bridging), or block vias and trenches so metal fail to connect (opens).
During CMP, lodged particles can scratch or dish surfaces; during deposition/etch, they can shadow films, leaving voids or bumps that fail downstream reliability tests.
Cost implications: per-wafer and per-lot economics
Yield loss compounds quickly: fewer good die per wafer raises cost per functional chip and can push lots below release thresholds. Facilities model the full cost using standardized cost-of-ownership frameworks that include scrap, rework, downtime, and consumables. See the industry’s cost-of-ownership perspective in SEMI’s guidance: SEMI Cost of Ownership (COO) concepts.
A modest cut in particle-induced defect density can deliver outsized ROI by lifting die-per-wafer, stabilizing cycle time, and avoiding rework that consumes tool capacity and consumables.




Leave a comment